Rod stosowany jest przede wszystkim w przemyśle jubilerskim jako powłoka dekoracyjna, głównie ze względu na
dużą zdolność do odbijania światła i związany z tym wysoki połysk, który utrzymuje się przez długi czas dzięki
dużej twardości, związanej z tym wysokiej odporności na ścieranie oraz dużej odporności korozyjnej omawianego metalu.
Rod nie jest stosowany jako metal bazowy do produkcji biżuterii ze względu na duże naprężenia wewnętrzne i
związaną z tym kruchość oraz trudność w obróbce, a także z powodu znacznej zmienności jego ceny. Fakty te sprawiły,
że omawiany metal stosowany jest głównie w formie powłoki nanoszonej metodą galwaniczną przede wszystkim na wyroby
wykonane z białego złota oraz srebra.
W przypadku biżuterii z białego złota pokrywanie rodem ma na celu nadanie znacznie atrakcyjniejszej, jasno białej
barwy o wysokim połysku i zamaskowanie tym samym szarego i/lub żółtego odcienia białego złota stanowiącego najczęściej
stop złota z niklem i/lub palladem. Podczas gdy kolor stopu złota z palladem charakteryzuje się dużą stabilnością w
przypadku białego złota z niklem może dochodzi do jego przebarwia na skutek oddziaływania środowiska zewnętrznego.
Szczególnie więc białe złoto zawierające nikiel, które zazwyczaj odznacza się żółtym odcieniem w porównaniu do szarego
stopu Au z Pd, powinno być poddawane rodowaniu, aby zapobiegać późniejszym przebarwieniom. Należy przy tym pamiętać,
że do "wybielenia złota" mogły być stosowane także Pd i Ni jednocześnie. Istotne jest również zastosowanie rodu w
naprawach biżuterii z białego złota. Pożądane jest bowiem poddanie po naprawie całego wyrobu rodowaniu w celu
przykrycia miejsc lutowanych i nadania tym samym jednorodnego i atrakcyjnego wyglądu (biel, jasność, połysk).
W przypadku srebra, które jest najjaśniejszym spośród wszystkich metali, pokrywanie rodem ma zapobiegać
matowieniu i ciemnieniu powierzchni srebrnej na skutek jej oddziaływania ze środowiskiem zewnętrznym.
Sam rod ma nieco chłodniejszy i ciemniejszy odcień niż srebro, niemniej zachowuje swój atrakcyjny wygląd przez
znacznie dłuższy okres, zależny od grubości nałożonej warstwy Rh.
Szczególnie kontrowersyjną kwestią jest trwałość powłok rodowych, zwłaszcza nakładanych na biżuterię.
Uzależniona jest ona od wielu czynników, przede wszystkim od warunków użytkowania danego wyrobu - jak często i jak
dużym siłom ścierającym jest on poddawany w czasie eksploatacji. Kolejnym, bardzo ważnym czynnikiem wpływającym na
trwałość powłoki rodu jest jej jakość, uzależniona od warunków prowadzenia procesu nakładania powłoki oraz od
grubości warstwy rodu. Stosunkowo gruba warstwa rodu nałożona na doskonale przygotowaną powierzchnię z czystego
elektrolitu wytrzyma znacznie dłużej niż cienka powłoka osadzona na źle przygotowanej powierzchni z wypracowanej
i często zanieczyszczonej kąpieli rodowej.
Należy mieć na uwadze fakt, że rod stosowany jest tylko jako zewnętrzna powłoka, która na skutek oddziaływania
mechanicznego będzie w mniejszym lub większym stopniu ścierała się w zależności od wpływu opisanych powyżej czynników.
Wyroby rodowane zawsze po określonym czasie będą wymagały ponownego rodowania w celu przywrócenia im początkowego
wyglądu. Jest to bardzo istotny czynnik, który należy mieć na uwadze, kupując biżuterię rodowaną. Na to, jak szybko
zauważymy efektu zużycia powłok rodowych, wpływa również w znacznym stopniu kolor metalu bazowego lub metalu
stanowiącego podwarstwę, na który nakładamy rod. W przypadku srebrzysto szarych stopów złota z palladem efekty
zużycia warstwy rodu będą widoczne najpóźniej ze względu na małą różnicę koloru między rodem i palladowym białym
złotem. Dla białego złota na bazie niklu, o odcieniu żółtym, zużycie warstwy rodowej będzie uwidaczniało się szybciej,
w związku z czym wyroby będą wymagały częstszego ponownego rodowania. Najczęściej jednak ponownego rodowania wymagać
będą wyroby z żółtego złota. Duży kontrast koloru pomiędzy metalem bazowym i metalem powłoki spowoduje szybkie
uwidacznianie się wszelkich wad w powłoce. Pewnym rozwiązaniem w tym przypadku jest nakładanie podwarstwy palladu na
wyroby z żółtego złota. Na pallad nakładany jest następnie biały rod. Różnice koloru między rodem i palladem są na
tyle małe, że stopniowe zużycie warstwy rodowej uwidacznia się po znacznie dłuższym czasie. Podwarstwa palladu
preferowana jest również na wyroby srebrne. W przypadku bezpośredniego rodowania biżuterii srebrnej srebro przenika
do warstwy rodu powodując po pewnym czasie - uzależnionym od grubości powłoki rodowej - zmiany koloru powłoki rodu.
Zjawisku temu można przeciwdziałać na dwa sposoby:
1. Nakładanie grubych warstw rodu, co stanowi stosunkowo drogie rozwiązanie.
2. Nakładanie podwarstwy tańszego palladu i następnie nałożenie cieńszej niż zwykle warstwy rodu.
Podwarsta palladu pełni funkcję bariery dyfuzyjnej, zapobiegającej przenikaniu srebra na zewnątrz do warstwy rodowej.
Umożliwia ona tym samym nakładanie cieńszych finalnych powłok rodowych.
Z punktu widzenia jakości powłok rodu najkorzystniejsze na pierwszy rzut oka wydaje się nakładanie grubych, szczelnych warstw.
Niemniej podejście to nie jest pozbawione wad, co zostanie omówione w dalszej części niniejszego rozdziału.
W poniższej tabeli podano zalecane grubości powłok rodowych w zależności od przewidywanego zastosowania.
Oczywistym wydaje się, że im większe oddziaływanie mechaniczne i chemiczne, np. im dłuższy czas kontaktu biżuterii ze skórą,
tym teoretycznie grubsza powinna być powłoka rodu.
Tabela. Zalecana grubość powłok rodu dla poszczególnych zastosowań
| Grubość powłoki rodu [mikrometry] | Zastosowanie |
| 0,05 | Czasowe zabezpieczenie wyrobów o niskiej wartości, np. biżuteria sztuczna |
| 0,10 | Elementy dekoracyjne nie narażone na oddziaływanie czynników mechanicznych i chemicznych, np. element wystroju wnętrz mieszkań |
| 0,25 | Zawieszki do bransoletek, trofea, półfabrykaty |
| 0,50 | Lekkie łańcuszki do naszyjników, nieśmiertelniki, bransoletki, naczynia, wisiorki |
| 1,00 | Bransoletki mankietowe, zawieszki łańcuszków na szyi, elementy galanteryjne, klamry, artykuły piśmiennicze. |
| 1,50 | Pierścionki zaręczynowe, obrączki ślubne, zegarki, paski do zegarków |
| 2,00 i więcej | Powłoki techniczne, np. powierzchnie stykowe |
Powyższe dane należy oczywiście traktować orientacyjnie. W rzeczywistości o grubości powłoki rodu decydują przede wszystkim wymagania końcowe
stawiane wyrobom, a więc wymagania Klienta, w tym przede wszystkim koszty nałożenia powłoki rodu. W przemyśle jubilerskim rzadko
nakłada się powłoki o grubości większej niż 0,1 mikrometra. W przypadku większości wyrobów grubość ta waha się w granicach od 0,05 mikrometra do 0,10 mikrometra.
Trzeba pamiętać o tym, że osiągnięcie stosunkowo dużej grubości powłoki rodu, optymalnej z punktu widzenia odporności na ścieranie i
na oddziaływanie czynników chemicznych w standardowych warunkach eksploatacji, nie jest łatwe, zwłaszcza dla niewyspecjalizowanego sklepu
jubilerskiego. Pierwszym dość trudnym zagadnieniem jest ustalenie szybkości nakładania powłoki, która zależy od takich czynników jak
przede wszystkim:
- gęstość prądu,
- temperatura kąpieli,
- czas nakładania,
- skład kąpieli.
O ile takie parametry jak temperatura kąpieli czy czas
nakładania jesteśmy w stanie kontrolować w relatywnie łatwy sposób, to z ustaleniem gęstości prądu bywają już duże problemy, nie mówiąc o składzie
kąpieli (stężeniu rodu i kwasu siarkowego).
Gęstość prądu (oznaczana symbolicznie jako j i wyrażana w [A/dm2] - jak sama nazwa wskazuje - jest to stosunek natężenia prądu ustawianego na
zasilaczu (oznaczanego jako I i wyrażonego w amperach [A]) do pola powierzchni wyrobów, które pokrywamy (zazwyczaj oznaczanego jako S i
wyrażanej w decymetrach kwadratowych [dm2]).
j = I/S [A/dm2]
Zazwyczaj zalecana gęstość prądu i uzyskiwana przy tej gęstości szybkość nakładania powłoki (oznaczana jako v i wyrażana najczęściej w
mikrometrach nakładanej powłoki na minutę[um/min]) podana jest w instrukcji prowadzenia procesu dostarczanej przez producenta.
Mając podaną zalecaną gęstość prądu (z instrukcji technologicznej) możemy - po oszacowaniu powierzchni pokrywanych wyrobów - obliczyć natężenie
prądu, jakie powinniśmy zastosować podczas rodowania, według następującego wzoru:
I = j*S [A]
Przykład 1:
Gęstość prądu zalecana przez producenta kąpieli: j = 2 A/dm2
Oszacowana powierzchnia pierścionka, który chcemy pokryć: S = 0,1 dm2
Natężenie prądu jakie musimy ustawić na zasilaczu podczas nakładania powłoki rodu:
I = j*S = 2 A/dm2 * 0,1 dm2 = 0,2 A
Tak więc aby uzyskać gęstość prądu 2 A/dm2 dla pierścionka o powierzchni 0,1 dm2 musimy ustawić na zasilaczu prąd o natężeniu 0,2 A.
Istota problemu tkwi w oszacowaniu pola powierzchni pokrywanych wyrobów, czyli wartości oznaczonej symbolem S. Wyroby jubilerskie niejednokrotnie mają skomplikowany kształt. Czasami można
posiłkować się danymi z programów stosowanych do projektowania biżuterii, które pozwalają na dokładne ustalenie powierzchni wyrobu.
Częściej jednak powierzchnia obliczana jest przybliżając kształty wyrobów do prostych figur i brył lub szacowana jest tzw. sposobem na oko, zazwyczaj po uzyskaniu pewnego doświadczenia w szacowaniu powierzchni wyrobów metodą dokładniejszą.
Powstaje pytanie, dlaczego ustalenie powierzchni wyrobów, a co za tym idzie gęstości prądu stosowanej podczas nakładania powłoki rodu, jest tak
ważne. Przede wszystkim dlatego, że szybkość nakładania powłoki (v [um/min]) zależy w dużej mierze od zastosowanej gęstości prądu (j [A/dm2]).
Producent kąpieli podaje zazwyczaj szybkość nakładania powłoki, jaka jest osiągana przy danej gęstości prądu, np.
Szybkość nakładania powłoki przy gęstości prądu j = 2 A/dm2 wynosi: v = 0,2 um/min
Znając te dane - podane zazwyczaj w instrukcji prowadzenia procesu - możemy w łatwy sposób wyliczyć jak długo należy prowadzić proces, stosując
następujący wzór:
t = d/v [min]
gdzie:
t - szukany czas prowadzenia procesu przy zalecanej gęstości prądu j [A/dm2]
d - grubość powłoki, jaką chcemy osiągnąć na pokrywanym wyrobie wyrażona w mikrometrach [um];
v - szybkość nakładania powłoki przy danej gęstości prądu wyrażana w mikrometrach na minutę [um/min] (przyjmujemy v = 0,2 um/min).
Aby więc uzyskać powłoki o grubości d = 1 mikrometra, należy prowadzić proces przez czas:
t = d/v = 1 [um] / 0,2 [um/min] = 5 min
Czyli - wracając do przykładu 1 i podanej powyżej prędkości nakładania powłoki przy gęstości prądu 2 A/dm2 - aby pokryć pierścionek o powierzchni
0,1 dm2 powłoką o grubości 1 mikrometr należy zastosować prąd wynoszący I = 0,2 A przez czas t = 5 min.
W przypadku, kiedy oszacowana powierzchnia wyrobu będzie większa niż rzeczywista powierzchnia pierścionka, wówczas natężenie prądu - a więc i
gęstość prądu oraz szybkość nakładania powłoki - będą większe i w tym samym czasie (5 minut) będziemy nakładać grubsze powłoki:
Przykład 2
Załóżmy, że błędnie oszacowaliśmy powierzchnię pierścionka, zamiast rzeczywistej powierzchni 0,1dm2 przyjęliśmy, że wynosi ona S = 0,2 dm2.
Natężenie prądu, jakie musimy wówczas ustawić wynosi:
I = j*S = 2 [A/dm2] * 0,2 [dm2] = 0,4 A
Gęstość prądu, jaką uzyskujemy dla pierścionka o rzeczywistej powierzchni 0,1 dm2, a błędnie oszacowanej przez nas na 0,2 dm2, wynosi wówczas:
j = I/S = 0,4/0,1 = 4 A/dm2
Szybkość nakładania powłoki przy zastosowaniu 0,4 A jest wówczas znacznie większa niż 0,2 um/min ponieważ stosujemy gęśtość prądu 4 A/dm2 zamiast zalecanych 2 A/dm2.
Jak widać powyżej, przy zawyżeniu powierzchni przedmiotu stosowany prąd jest znacznie większy, niż prawidłowy (obliczony w przykładzie 1), a
więc i szybkość nakładania powłoki będzie znacznie większa niż podana przez producenta. W rezultacie nakładamy zbyt grube powłoki, co jest
nieekonomiczne, a ponadto stwarza ryzyko powstawania wad zawiązanych z naprężeniami w powłoce i ich pękaniem. Gdy popełnimy błąd w drugą stronę
tzn. zaniżymy powierzchnię(nasze oszacowanie powierzchni będzie niższe niż rzeczywista powierzchnia wyrobu), wówczas szybkość nakładania, a więc i
grubość powłoki osadzona w tym samym czasie, będzie mniejsza niż żądana, co z kolei może prowadzić do problemów z Klientem, któremu wykonujemy
usługi i zadeklarowaliśmy określoną grubość powłoki, np. 1 mikrometr.
Powyżej widać jak z pozoru prosta czynność, jaką jest ustalenie powierzchni wyrobu, drastycznie wpływa na końcową grubość powłoki.
Staje się to szczególnie dużym problemem, gdy deklarujemy Zleceniodawcy określoną grubość powłoki na wyrobach.
Jak na początku wspomniano, drugim krytycznym czynnikiem, od którego zależy szybkość nakładania powłoki, jest skład kąpieli, a w przypadku
elektrolitów do rodowania oznacza to zazwyczaj stężenie rodu i kwasu siarkowego. Jest to najtrudniejsza kwestia ze względu na to, że mało który
jubiler posiada sprzęt niezbędny do oznaczenia stężenia rodu i kwasu siarkowego. Zajmują się tym firmy wyspecjalizowane w obszarze powłok
galwanicznych. Jeżeli stężenie rodu będzie za niskie również szybkość nakładania powłok będzie mniejsza i opieranie się na założeniach podanych
w instrukcji będzie prowadzić do nakładania zbyt cienkich powłok. Jest to sytuacja spotykana bardzo często. Jeżeli natomiast stężenie rodu w
kąpieli będzie wyższe od optymalnego podanego w instrukcji wówczas w tym samym czasie będziemy nakładać grubsze powłoki.
Często nie wystarcza nawet uzupełnianie kąpieli rodowej koncentratem rodu według zaleceć producenta. Co prawda pozwala to na utrzymanie
stałego stężenia rodu w dłuższym czasie, jednak każdy proces jest prowadzony w nieco inny sposób i w innych warunkach, w związku z czym rzeczywiste zużycie
rodu (a co za tym idzie również jego uzupełnianie) będzie się nieco różniło od tego podanego w instrukcji. Efektem tego jest sytuacja, w której po dłuższym
czasie eksploatacji kąpieli stężenie rodu jest niższe lub wyższe od optymalnego. Problem ten można rozwiązać jedynie przez okresowe badanie
stężenia rodu i kwasu siarkowego w kąpieli i modyfikowanie uzupełniania koncentratem rodu tak, aby minimalizować długoterminowe zmiany stężenia
rodu (np. zwiększyć dozowanie koncentratu rodu o 5 %, jeżeli po długim czasie prowadzenia kąpieli stężenie Rh było nieco mniejsze niż zalecane). Alternatywnym rozwiązaniem jest
wykonywanie na bieżąco pomiarów grubości powłoki rodu nakładanej na wyroby i dostosowanie czasu nakładania do wymaganej grubości powłoki rodu - metoda jeszcze lepsza, niemniej wymaga
dość drogiego urządzenia, jakim jest spektrometr fluorescencji rentgenowskiej (XRF). Nie zwalnia to jednak z okresowego uzupełniania kąpieli w rod, co omóiwone jest w dalszej części.
Nakładanie grubych powłok rodu wymaga ponadto odpowiedniego stanu kąpieli galwanicznej. Przy zużytej kąpieli, często zanieczyszczonej,
uzyskanie grubych warstw może okazać się niemożliwe ze względu na duże naprężenia własne powłoki i jej pękanie w miarę wzrostu grubości.
Dlatego często wskazane jest stosowanie większych objętości elektrolitu, który jest stabilniejszy (mniejsze wahania stężenia rodu) i mniej podatny
na zanieczyszczenia. Małe objętości kąpieli - stosowane najczęściej przez jubilerów - bardzo szybko się wyczerpują(rod), ponadto szybko się
zanieczyszczają, co w konsekwencji prowadzi do złej jakości powłok rodu (niższej niż zakładana grubości, mniejszej jasności, gorszej przyczepności).
Grube warstwy rodu, rzędu 1 mikrometr, charakteryzują się większą odpornością na ścieranie oraz na oddziaływanie większości czynników
chemicznych niż cienkie warstwy o grubości rzędu 0,1 mikrometra. Niemniej rod - mimo dużej odporności na ścieranie - w trakcie użytkowania wyrobu ulega
niewielkim zarysowaniom, co w konsekwencji prowadzi do efektu matowienia powłok - niezależnie od grubości warstwy rodu - i utraty walorów
estetycznych. Jedynym wyjściem jest wówczas naprawa wyrobu. W przypadku grubych powłok rodu jest ona znacznie bardziej skomplikowana, gdyż
miejscowe spolerowanie powierzchni jest właściwie niemożliwe - grube warstwy rodu zazwyczaj odpryskują podczas polerowania, przez co granica między
powierzchnią polerowaną i rodowaną jest bardzo wyraźna, powstają na tej granicy nieregularne uskoki na skutek wykruszania się powłoki rodu podczas polerowania. Jedynym wyjściem w tym przypadku jest
spolerowanie warstwy rodu z całego przedmiotu, co niejednokrotnie jest niemożliwie lub zbyt pracochłonne ze względu na skomplikowany kształt wyrobu.
W przypadku stosowania cienkich warstw rodu naprawa jest często znacznie łatwiejsza - miejsca zmatowione daje się polerować uzyskując łagodne
przejście między powierzchnią polerowaną a powierzchnią sąsiadującą pokrytą rodem.
Podsumowując grube powłoki rodu stanowią bez wątpienia lepsze zabezpieczenie wyrobów przed oddziaływaniem czynników zewnętrznych, niemniej z
punktu widzenia biżuterii - gdzie liczą się przede wszystkim walory estetyczne - nakładanie grubych powłok nie zawsze jest uzasadnione.
Z jednej strony grube powłoki są bardziej szczelne i w większym stopniu zapobiegają dyfuzji srebra czy miedzi z pokrywanego podłoża,
z drugiej strony nawet grube powłoki ulegają w trakcie eksploatacji zarysowaniu i w efekcie tego matowieniu. Wadę tą z kolei znacznie trudniej jest
naprawić w przypadku grubych powłok rodu niż w przypadku podatnych na polerowanie cienkich warstw omawianego metalu.
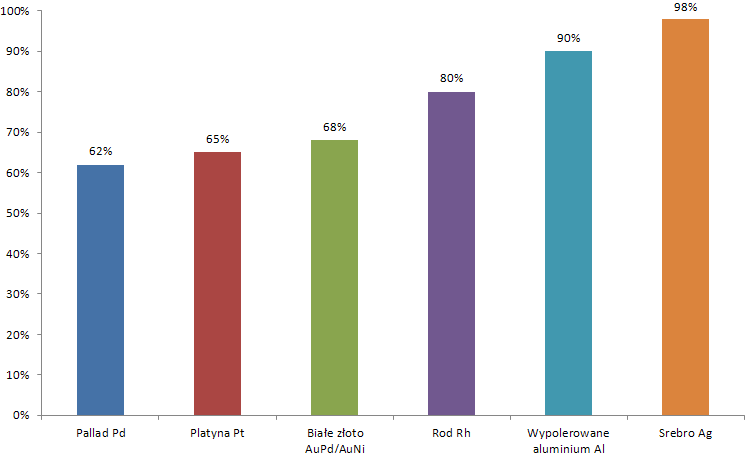
Jedną z najistotniejszych cech powłok rodu jest ich niezwykle wysoki połysk. Połysk definiowany jest często jako zdolność powierzchni
do kierunkowego odbijania padającej na nią wiązki światła. Nałożona galwanicznie warstwa błyszczącego rodu wykazuje zdolność do
odbijania około 80 % padających na nią promieni świetlnych. Pod względem połysku rod ustępuje jedynie powłokom srebrnym (odbicie
światła na poziomie około 98 %) i wypolerowanym powierzchniom aluminium (odbicie światła na poziomie około 90 %).